車の最新技術
更新日:2025.05.30 / 掲載日:2025.05.30
自動車ビジネスの本質【池田直渡の5分でわかるクルマ経済】

文●池田直渡 写真●マツダ、テスラ、トヨタ
2021年に個人のnoteでギガプレスの話を書いた。無料記事なのでリンクに飛んで読んでもらえればより良いが、面倒な人のために記事を要約するとこういう話である。
●ギガプレスの特徴
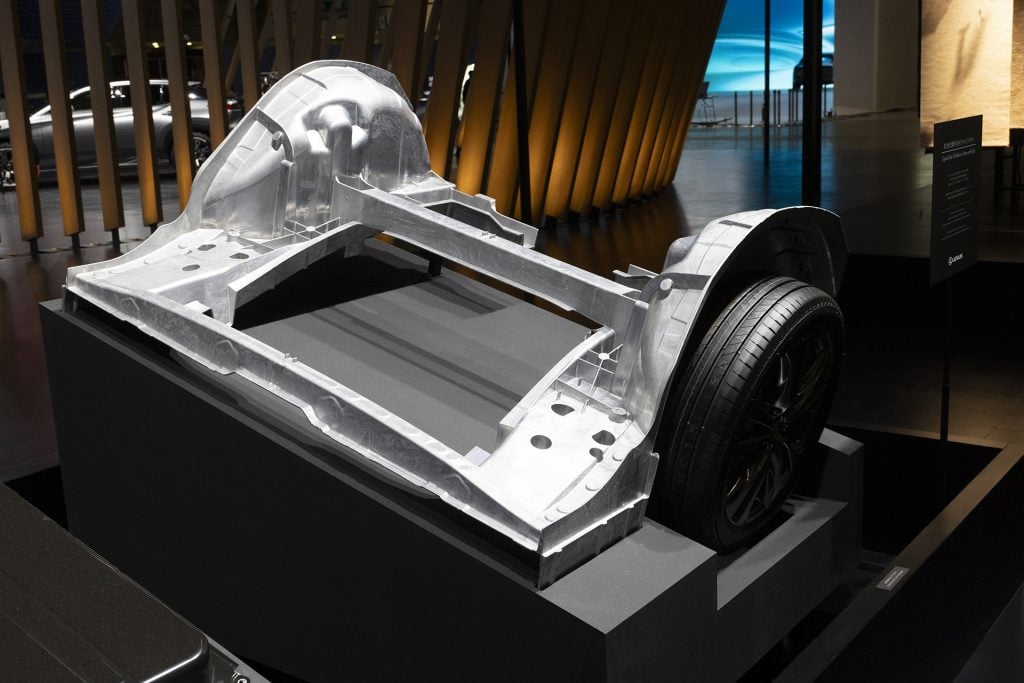
部品数量の削減: ギガプレスにより、通常は80点近い部品を溶接して構成される前後アンダーフロアを1つのダイキャスト部品で形成し、組立工程を簡略化する。
材料と製造方法:高圧で金型にアルミを流し込む「アルミニウムダイキャスト製法」を使用し、複雑な形状を一体成形する。 ただし、この方法は鋳造による仕上がり寸法の歪みや強度の問題が懸念され、鋳造後にCNC切削加工による修正が必要とされる場合がほとんどであり、ある程度組み立ての簡略化を相殺する要素がある。最悪の場合、歩留りのロスと後加工の方が高く付くこともありうる。
強度の課題:ダイキャスト加工による部品は、アルミ素材に対し、鍛造加工や押し出し加工などの様な「加工硬化」が得られず、特に強度の必要な構造部材用としては脆さが問題になる可能性がある。
修理の難しさ: ダイキャスト一体型部品は、大きく高価な上、アルミの素材特性として板金修理が難しいため、損傷した場合の修理や部分交換が困難で、シャシーに用いる場合、事故が起きた際に、容易に修復可能な鉄のシャシーに比べて、修理不能で廃車に至る可能性が高くなる。
生産管理のメリット:自社工場で鋳造する垂直統合によって、鋼板プレス部品を多様なサプライヤーから供給を受けるより、発注・在庫の管理コストを削減する試みとしてのメリットがあると思われる。
では、なぜ多方面にリスクがあるダイキャストを使うのかと言えば、生産時間の短縮が可能だからだ。
同じことは、少し前にBYDがプロモーションしていたフルオートメーションの無人工場にも言える。実はBYDのケースは動画の編集で人手が必須な工程はカットして、あたかも完全無人工場に見せていたという舞台裏もあるのだが、まあBYDにしろテスラにしろ、主たる主張は、「機械化工場で最速生産ができるから、コストダウンが進む」という主張である。

しかしながら、最大の問題は、生産時間の短縮は自動車の製造販売というビジネスにとって、いついかなる時にもメリットにつながるわけではないことだ。現在日本の自動車メーカーの工場では、「最速生産」のプライオリティはむしろ低い。どちらかと言うと、フレキシブル生産に重きを置いているし、そこにエネルギーを割いている。
例えば「速く走れる」クルマは一般に「ゆっくりも走れる」。しかしもしこれが一度走り出すと200km/hでしか走れないとすればどうだろう? それは実用にならない。稼働最高速度が高い工場は、そのポテンシャルを持ちながらゆっくりも動かせてこそ意味がある。自動車メーカーの経営が傾く時は、クルマが売れている時ではなく、売れない時だからだ。売れない時にも200km/hはとても都合が悪い。
大型のダイキャストの型は温度管理が難しい。ゆっくり稼働させれば冷えてしまって精度が落ちるし、速く稼働し過ぎれば冷却が間に合わず精度が落ちる。適温を維持するための稼働速度には制限があり、つまり大型ダイキャストは稼働速度の制約が大きい。それはつまり減産に弱いことを示している。最速を目指し、スピードダウンができない工場は、売れている時は破竹の勢いで儲かるが、売れなくなると大損害を出す浮き沈みを背負った利益構造に必ずなる。
対照的なのがマツダの工場である。マツダの工場は、混流生産とスイング生産が組み合わさっている。混流生産とは同じラインに順不同に違うモデルを流せることを意味している。例えば山口県の防府第2工場では、スモールシャーシでFFのCX-30の次にラージシャーシでFRのCX-60、次がスモールのマツダ3、ラージのCX-60という様に同じラインに様々なクルマが順不同に流れてくる。マツダではこれを混流生産または「縦スイング」と呼ぶ。
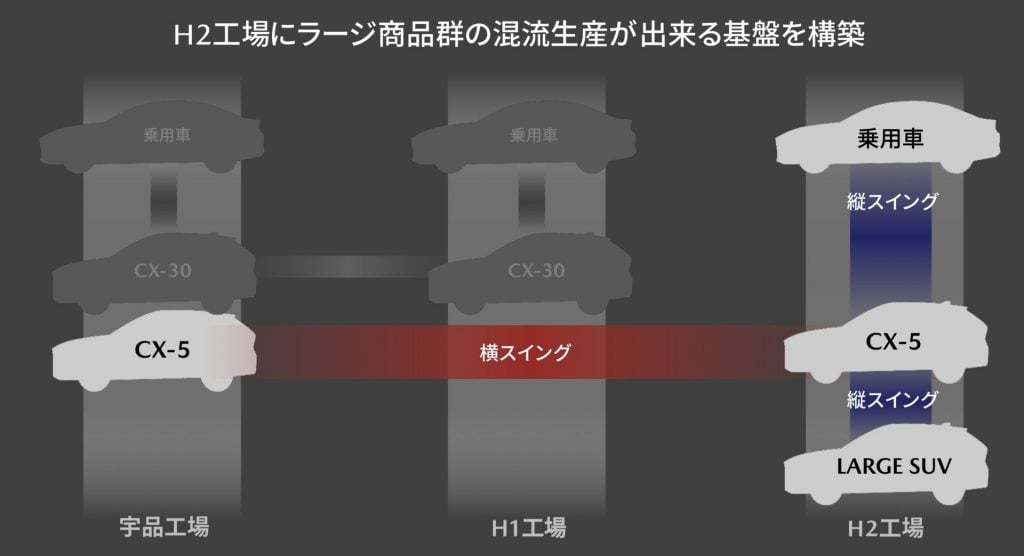
対して横スイング生産とは、例えば普段広島の宇品第1工場で生産しているCX-5の生産を防府の第2工場に移管できる生産ラインのフレキシビリティをいう。
例えば、コロナ禍の様な状況で、クルマの販売がピタッと止まった時、生産車を防府工場に集約して宇品工場を止めることができる。こういうフレキシビリティがないと、宇品と防府のそれぞれ2ラインを低い稼働率でダラダラ回すことになって、効率が急落し、一気に赤字転落する。
自動車の生産設備は、車種ごとの売れ行きの振れ幅を上手いことカバーし、他の車種と組み合わせてライン稼働率を維持できるかどうかが肝であり、引いては自動車ビジネスの本質につながっている。
日産は意図的に稼働率を落とすターンアラウンド計画を発表し、筆者もこれを評価したが、これは緊急事態における特殊な経営手法である。
何故ならば、クルマを買うか買わないかを決めるのはマーケット(ユーザー)であって、メーカーではないからだ。トヨタ生産方式が言う「売れた分だけ作る」とはそういうことであり、トヨタ生産方式と逆に「作った分だけ売ろう」とすると、巨額のインセンティブをぶち込んだり、不良在庫をディーラー登録して新古車が大量発生したりしてブランド価値を毀損するのである。
「トヨタでもギガプレスを始めたはずでは?」という疑問はもっともだが、トヨタはダイキャストの型を20分で交換できる方式を開発した。従来のギガプレスは型の交換に24時間を要していたため、計画メインテナンスならばまだしも、生産車種の切り替えをこまめに行って、特定車種の減産に対応することができなかった。
トヨタはリーマンショックからの16年を掛けて、フレキシビリティの向上を徹底追求してきたことにより、リーマンショック時との比較で「損益分岐台数」を60%に引き下げた。1000万台の工場が600万台まで低迷しても赤字にならないということを意味している。
テスラがちっともモデル2をデビューさせないのは、従来のギガプレスでは、モデル3/Yとの混流生産が不可能で、普通に考えると、モデル2用にまた新たな大型投資をして専用の9000トン型締め力のダイキャストマシーンを導入しなければならないからだ。そのやり方だと、3/Y用のラインと2用のライン、両方の稼働率を高く保たなければならない。仮にテスラがトヨタのやり方を学んだとすれば、もっと小さなダイキャストマシーンを導入し、1台で両方のシャシーを作れるシステムに変えるだろう。
以上、説明したポイントを最後にまとめる。自動車の生産・販売ビジネスにとって最大プライオリティは、生産能力のフレキシビリティである。最速時の速さは、フレキシビリティを持たなければ、厳しい時にむしろ自らの首を絞める結果に至るのである。
ライタープロフィール
1965年神奈川県生まれ。1988年企画室ネコ(現ネコ・パブリッシング)入社。取次営業、自動車雑誌(『カー・マガジン』『オートメンテナンス』『オートカー・ジャパン』)の編集、イベント事業などを担当。2006年に退社後スパイス コミニケーションズでビジネスニュースサイト「PRONWEB Watch」編集長に就任。2008年に退社。以後、編集プロダクション、グラニテを設立し、クルマのメカニズムと開発思想や社会情勢の結びつきに着目して執筆活動を行う。
1965年神奈川県生まれ。1988年企画室ネコ(現ネコ・パブリッシング)入社。取次営業、自動車雑誌(『カー・マガジン』『オートメンテナンス』『オートカー・ジャパン』)の編集、イベント事業などを担当。2006年に退社後スパイス コミニケーションズでビジネスニュースサイト「PRONWEB Watch」編集長に就任。2008年に退社。以後、編集プロダクション、グラニテを設立し、クルマのメカニズムと開発思想や社会情勢の結びつきに着目して執筆活動を行う。
![]() SHARE
SHARE
![]() SHARE
SHARE