故障・修理
更新日:2021.11.01 / 掲載日:2021.11.01
DIY“俺”バイク製作記【VOL15】


前回シートカウルが完成したことでシートポジションが決定、タンクの延長量が決まった。その延長量に合わせてポジション変更前に製作してあったタンク原型を手直し、それをベースにアルミタンクを製作。流麗かつスポーティな形状に仕上がった。 ●文:オートメカニック編集部(鈴木伸一) ●写真:飛澤 慎
この記事の目次
04:溶接で組み上げる
原型に仮組みした状態で溶接していく
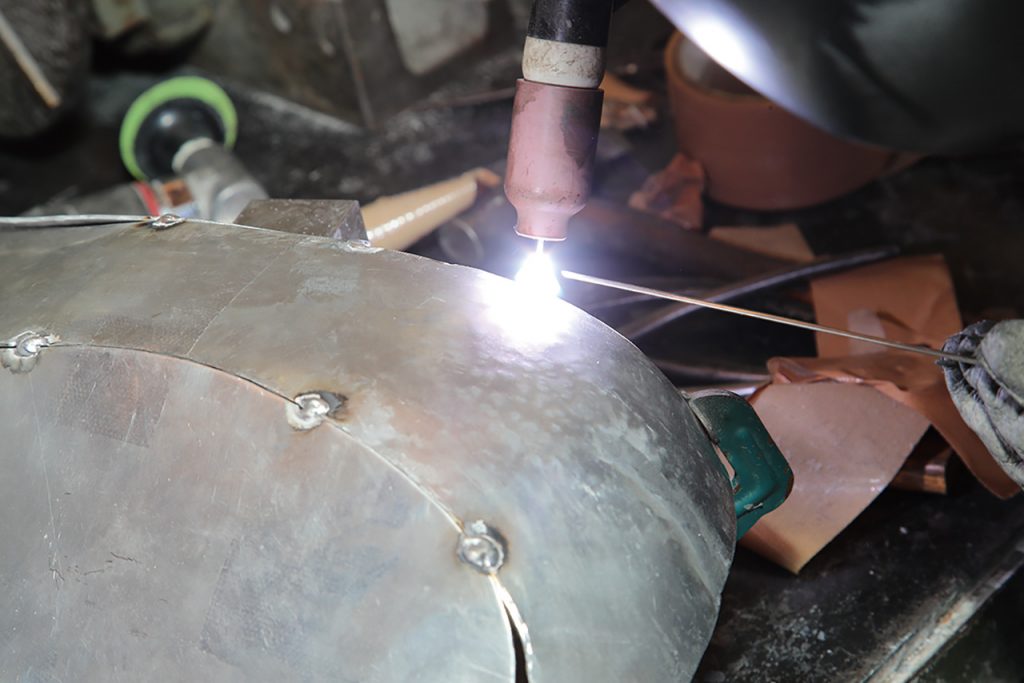
タンクを構成する各パネルは溶接で組み上げていく。が、この溶接作業はかなり難易度が高い。ガソリンはわずかな隙間からも漏れ出すからで、途切れることのないきれいなビートを引く必要がある。
また、アルミの溶接は鉄に比べてはるかに難しく、TIG溶接機が必須。直流のTIG溶接機では対応できないため、電極と母材が「+」、「-」と交互に切り替わる交流タイプの利用が大前提となる。
つまり、近年、安価に手に入る中国製のTIG溶接機ではダメ。プロが使用する業務用機器を用意する必要があるわけで正直、かなりハードルが高い。チャレンジするならプロの指導が必須といえる。
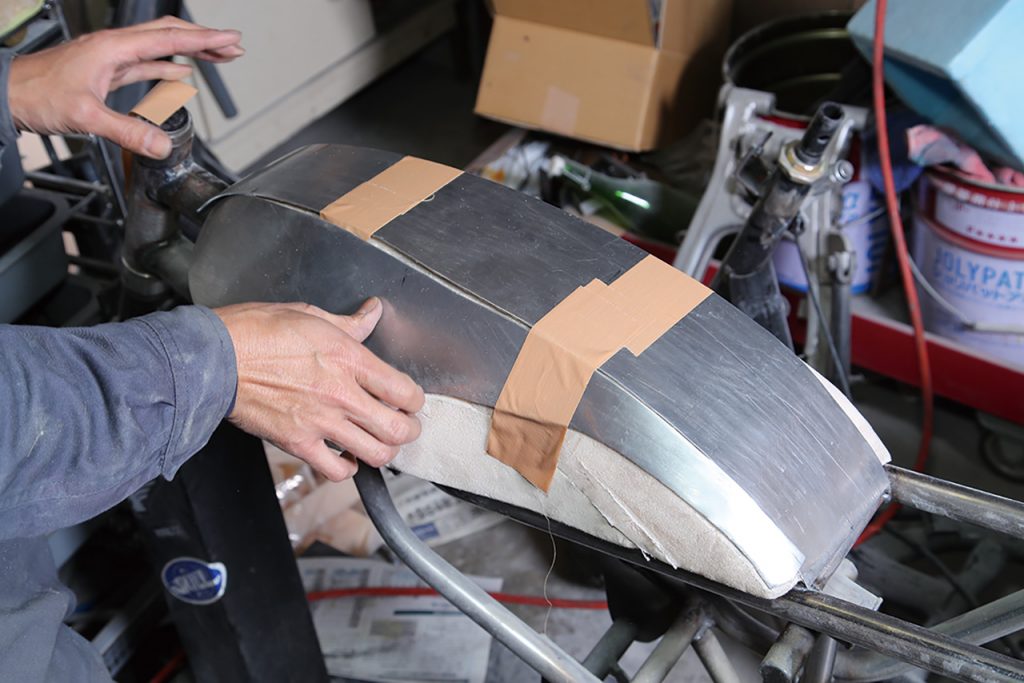
ガムテープで仮組みして点付けする
各パネルは原型に仮組みした状態で溶接していく。まず、上板パネルを原型の定位置にのせ、ズレ落ちないようガムテープで仮固定する。上部傾斜面、側面パネルを順次組み付け、各接合面がピッタリ合わさった状態で仮固定する。上板パネルと上部傾斜面の接合面を点付けで接合していく。中間部まで接合したところでパネル後端に歪みが生じ、接合面が重なり合ってきた。原型から一旦取り外して重なる面をカット。修正面を密着させて点付けする。






接合面を密着させつつ点付けしていく







ガムテープによる押さえ込みが解除されたことで中間部の接合面には段差が生じた。段差面を裏からハンマーで叩き出して高さを揃えてやる。ズレないようただちに点付けで仮接合する。Rのキツい前端部はクランプでキッチリ押さえ込んだ状態で点付け。原型にはめ込んで収まり具合を確認する。なお、別々に加工したパネルを組み上げていくとどうしてもズレが生じて修正が必要となる。このため、切り出したパネルをすべて組み上げるまで、溶接は点付けにとどめておく。
折り重なってしまう面はカットする








上面と上部傾斜面の接合が伴う修正が完了したら、原型にピッタリ密着させた状態で再度、ガムテープで仮固定する。側面パネルを組み合わせて大きくズレたり折り重なる面がないか確認する。上部傾斜面の接合に伴う修正によって、前方端に折り重なる部分が生じていた。その重なり面をマーキングする。マーキングした面を金切りバサミでカットし、定位置にすんなり収まるか確認。収まることを確認したところで、原型にピッタリ密着させた状態で仮固定する。前端から後方に向かって一定間隔で点付けしていく。幅広い面を点付けで仮組みした場合、熱による歪みが接合面に生じやすい。このような歪みもイングリッシュホイールで処理する。原型から取り外し、イングリッシュホイールにはめ込んで接合面を平らに均していく。
反対側も組み上げタンク形状に仕上げる





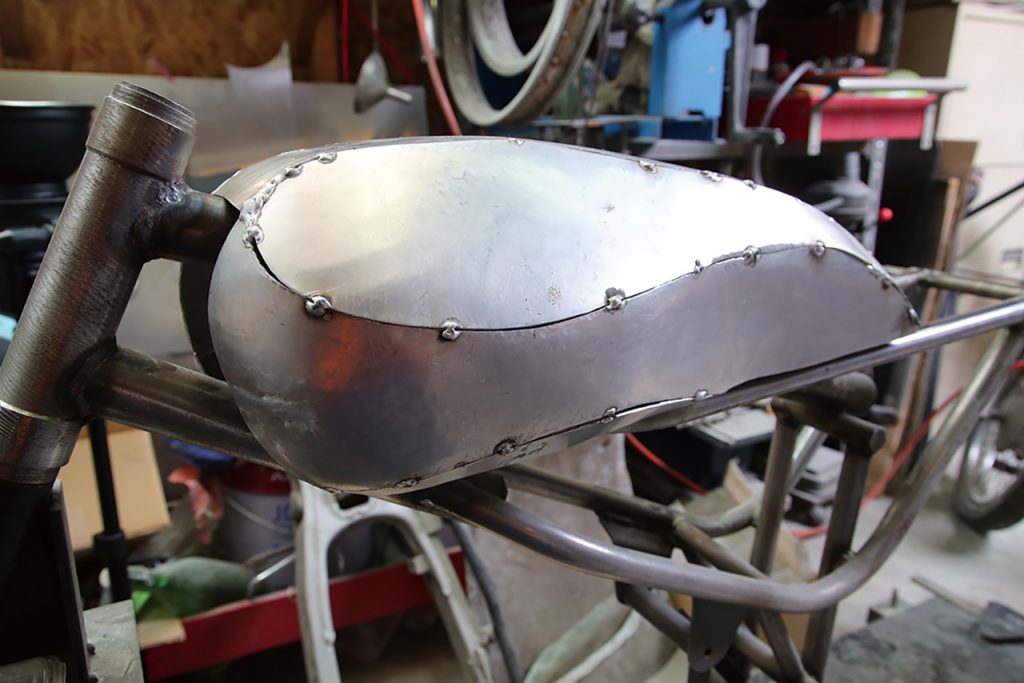
接合面の歪みが取れたら再度、原型にはめ込み、下部傾斜面を組み付けガムテープで仮固定する。側板との接合面を点付けで接合していく。仮止めできたところで跳ね気味の後端はヤットコで挟んで側板と平行に繋がるよう曲げ加工。前端部はズレないようクランプで押さえ込んだ状態でキッチリ点付け固定する。若干、隙間が生じたもののすんなり組み付けることができた。半面が仕上がったところで、残り半面を同様の手順で組み上げて一段落。フレームにセットして収まり具合を確認する。流麗なフォルムでかなりいけてる。完成が楽しみだ!
表面を本溶接後、裏側からも隙間なく溶接する







点付けした各接合面を端から端まで、隙間を生じさせることなく本溶接する。溶接距離が長いためけっこう時間がかかったものの、途切れることのないきれいなビートが引かれている。そのままでも格好いいが、表面側の溶接跡はすべて研磨して平らに均すとのこと。その際、隠れていたス穴が露出することがあるため、裏側も隙間なく溶接する。表面側の溶接ビートをディスクグラインダーでおおまか削り落とす。残っている周囲との段差を鋸ヤスリで研磨して均す。仕上げにエアーアングルサンダーで磨き上げる。
上面との接合部のエッジを立たせる





上面と上部傾斜面の接合面(プレスライン)は目立つため、ぶれることのないまっすぐなエッジに仕上げる。センターを出して上面テンプレートを仮止め。接合面側をペンでなぞってプレスライン位置を記入する。上面側を平らに均してから、側面側からラインまで削り込む。反対側も同様に処理する。
残りの溶接跡を研磨して平らに均す



残りの溶接跡もキッチリ研磨して平らに均していく。そして、最後に#120のサンドペーパーを巻いたサンディングブロックを使い手作業による研磨で平らに仕上げる。
鈑金面に残った細かな凹凸を処理する
身体から離した状態で持ち、真正面を凝視して左右のバランスが取れているか確認する。底面が絞り気味だったため、軽く押し開いて修正した。最後に鈑金した面に残っている細かな凹凸を処理する。まず、イングリッシュホイールで溶接面や平面部に残っている歪みを均していく。ある程度均したところでサンドペーパーで軽く研磨。削れずに残っている凹面をブルズアイで叩き出す。凸面は裏から木ハンマーで叩き出す。指先で軽くなぜて仕上がり具合を確認し、歪みが残っていたらハンマーで軽く叩いて修正。納得のいくまで繰り返す。









取材で毎回お世話になっているのが「表現工房」さんだ

表現工房 八王子作業所・事務所 モノ作り教室を開催している「表現工房」の本拠地は東京都八王子市の「八王子作業所」で、幹線道路に面した路地の突き当たりにある。 〒193-0813 東京都八王子市四谷町604ー3 ●URL/http://hyougenkoubou.jp/
この記事の画像を見る