故障・修理
更新日:2020.02.05 / 掲載日:2020.02.05
溶接&金属加工入門 【6】

広い平滑な面で効率的に研磨することができる!
両頭グラインダーの片側をベルトサンダーに仕立てる!?
広い面のやすりがけを行うのに適する帯状の布やすりを、一定方向に高速回転させる仕組みの研磨機。それが「ベルトサンダー」で、木材・金属などを効率的に研磨することができる。
また、広い平滑面で研磨できるため、研磨面を美しく整えることが可能。しかも、使い方が簡単で短時間の作業で高精度の仕上げが得られる。このため、あるとなにかと便利で、比較的簡単な構造ゆえ自作にチャレンジしている人も多い。
そこで、あまり利用していない両頭グラインダーの片側の砥石を外し、ベルトサンダーに仕立ててしまうことにした。
使用した用品
 エンドレスベルト50 ベルト幅50mm、ベルト長915mmの研磨ベルト。モノタロウで3本パックが1,990円(税別)。
エンドレスベルト50 ベルト幅50mm、ベルト長915mmの研磨ベルト。モノタロウで3本パックが1,990円(税別)。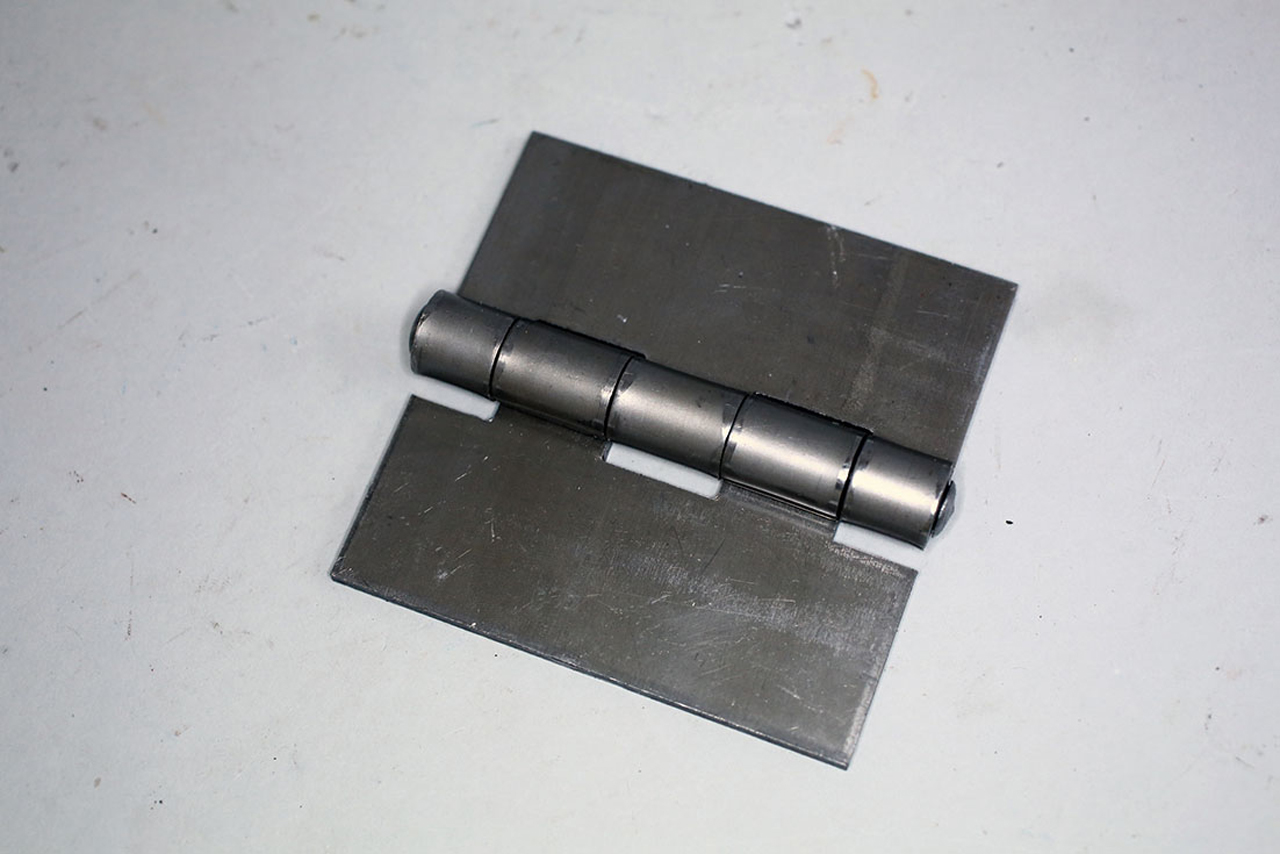 スチール製特厚溶接蝶番 89mm幅で固定穴なしのガッチリした蝶番。ホームセンターで358円(税別)で購入。
スチール製特厚溶接蝶番 89mm幅で固定穴なしのガッチリした蝶番。ホームセンターで358円(税別)で購入。 6200番台 ZZベアリング 最も多方面に活用されている深溝玉軸受。モノタロウで1個209円(税別)で購入。
6200番台 ZZベアリング 最も多方面に活用されている深溝玉軸受。モノタロウで1個209円(税別)で購入。 ボルト&ナット、ノブスター M8ボルトをはめ込むことでノブとなるアダプター。ボルト別で1個138円(税別)。
ボルト&ナット、ノブスター M8ボルトをはめ込むことでノブとなるアダプター。ボルト別で1個138円(税別)。 MCナイロン MC901 丸棒 直径50mm、長さ300mmのナイロン製の棒材で、モノタロウで購入。2,690円(税別)。
MCナイロン MC901 丸棒 直径50mm、長さ300mmのナイロン製の棒材で、モノタロウで購入。2,690円(税別)。 M10 ヘックスボルト ネジ長25mmのM10ヘックスボルトで4本パックがホームセンターで188円(税別)。
M10 ヘックスボルト ネジ長25mmのM10ヘックスボルトで4本パックがホームセンターで188円(税別)。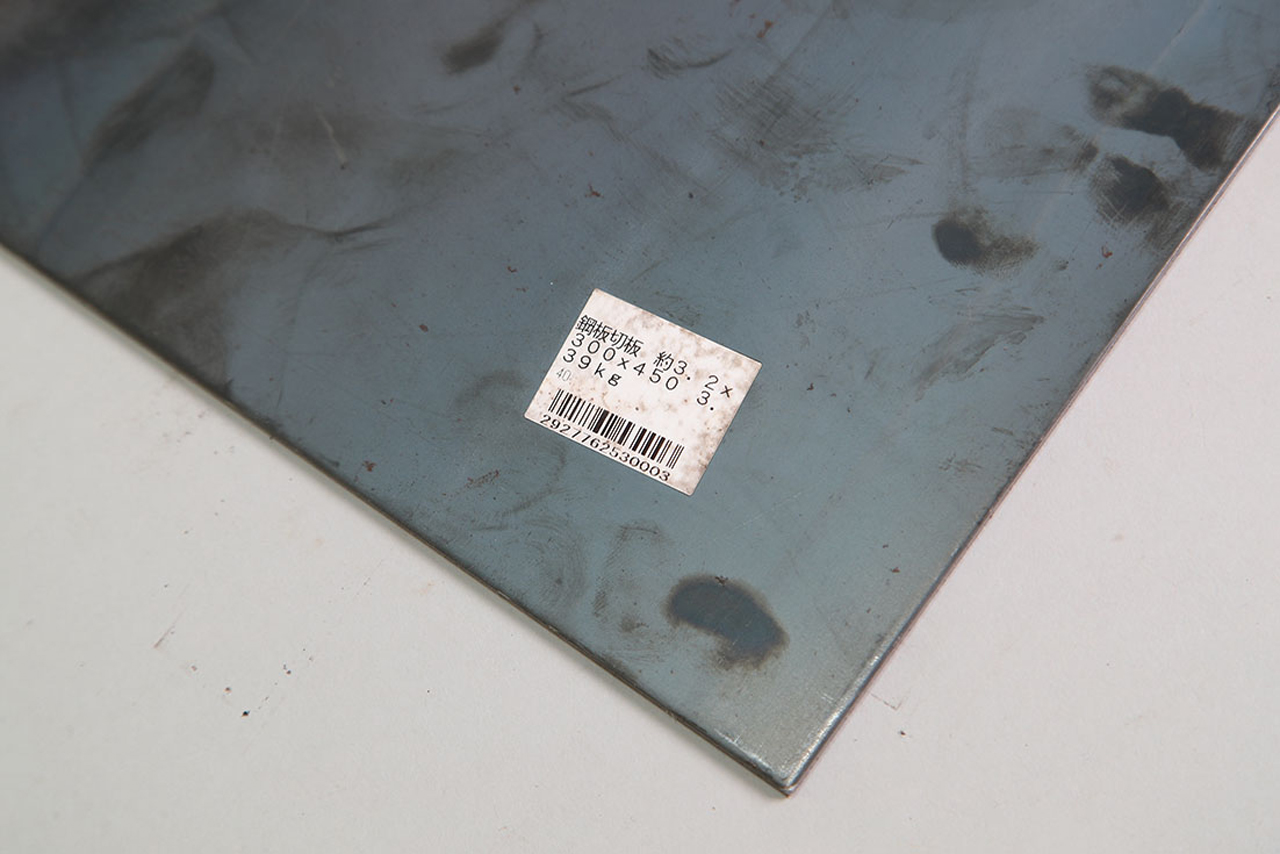 鋼板切板 3.2mm厚 300×450mmサイズがホームセンターで678円(税別)。これから各フレームを切り出す。
鋼板切板 3.2mm厚 300×450mmサイズがホームセンターで678円(税別)。これから各フレームを切り出す。メインフレームの製作 プーリーを支える基本骨格をまず製作する
右サイドのブラシ(or砥石)を取り外す
 ベンチグラインダーの右側の砥石カバーを外し、ロックナットを緩めて取り外す。
ベンチグラインダーの右側の砥石カバーを外し、ロックナットを緩めて取り外す。 金属ブラシ(もしくは砥石)をまっすぐ引き抜く。
金属ブラシ(もしくは砥石)をまっすぐ引き抜く。 保護カバーのバックパネルの固定ネジ3本を取り外す。
保護カバーのバックパネルの固定ネジ3本を取り外す。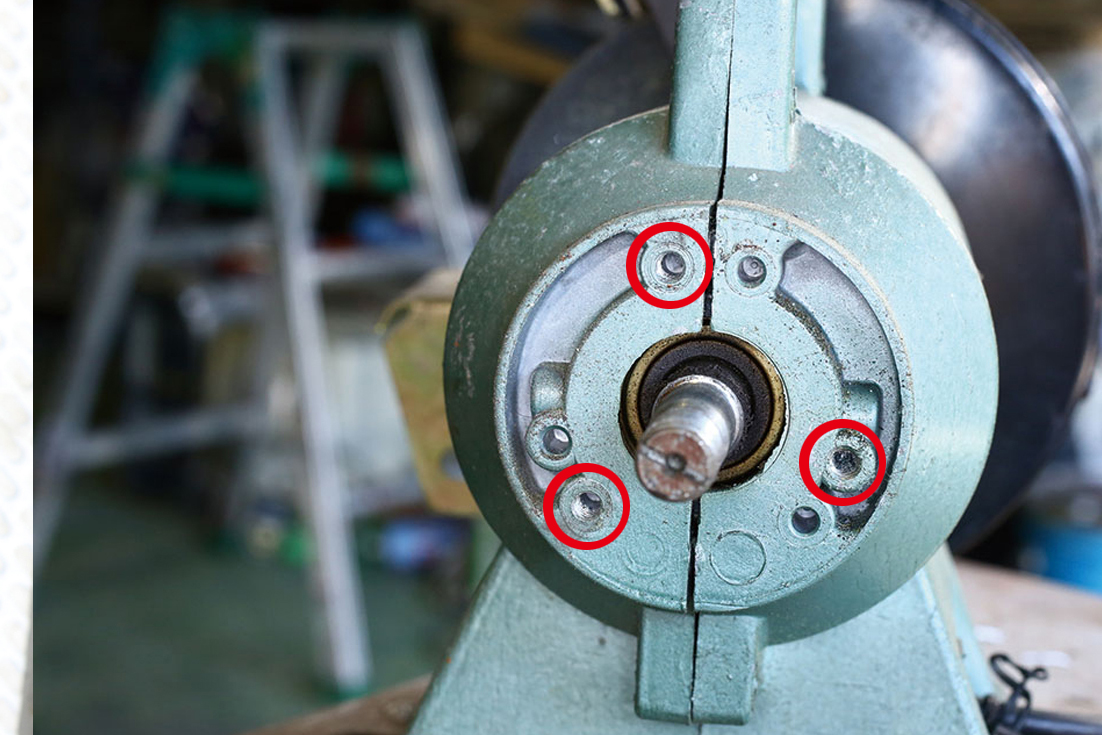 メインフレームはこの3個のネジ穴を利用して固定する。
メインフレームはこの3個のネジ穴を利用して固定する。メインフレームのサイズを検討する
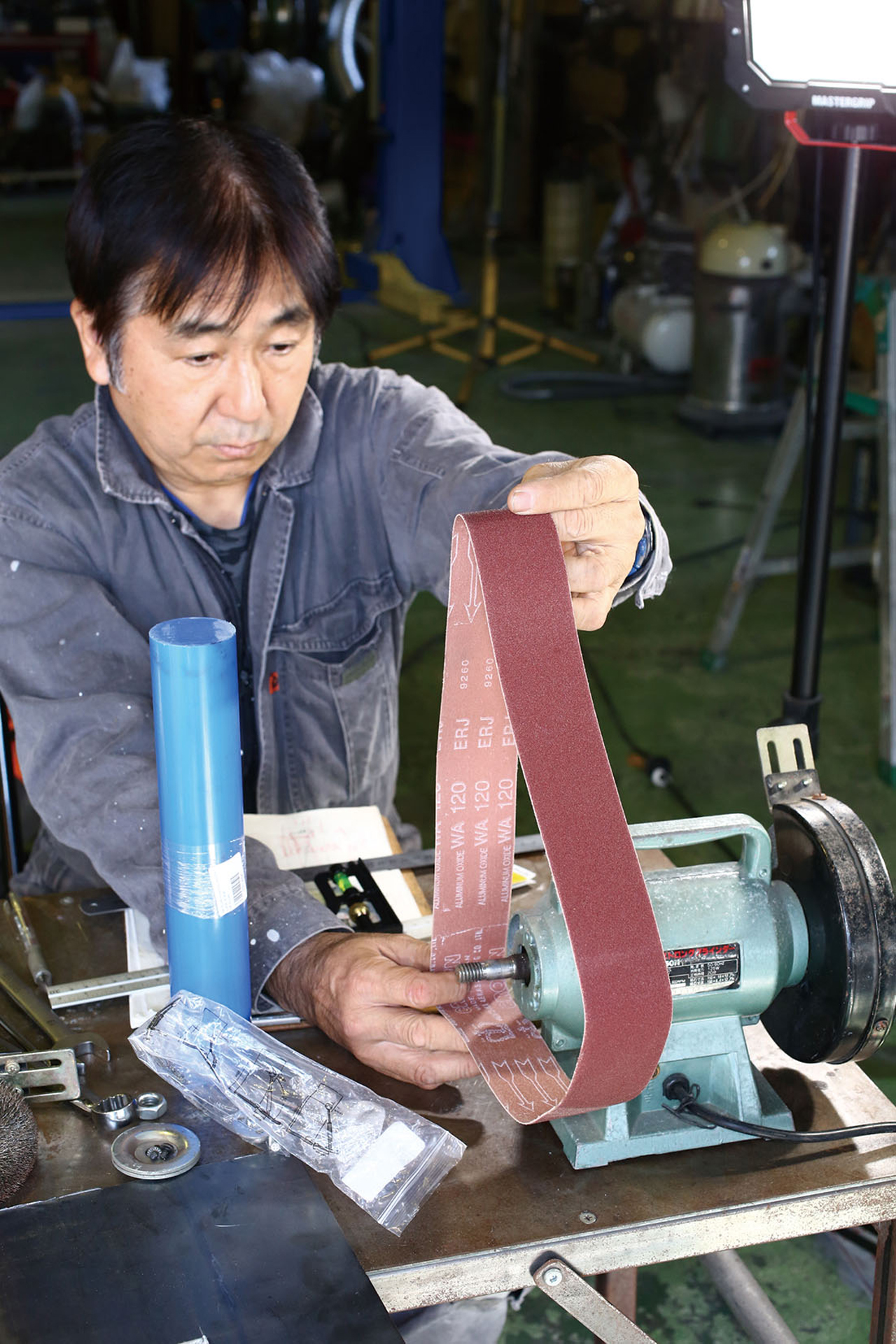 ベンチグラインダーの回転軸に研磨ベルトをかけて、フレーム構成を検討する。
ベンチグラインダーの回転軸に研磨ベルトをかけて、フレーム構成を検討する。 1辺300mmの正三角形を作ることにした。
1辺300mmの正三角形を作ることにした。 バックパネルの固定面はメインフレームを取り付けるのに十分な広さがある。
バックパネルの固定面はメインフレームを取り付けるのに十分な広さがある。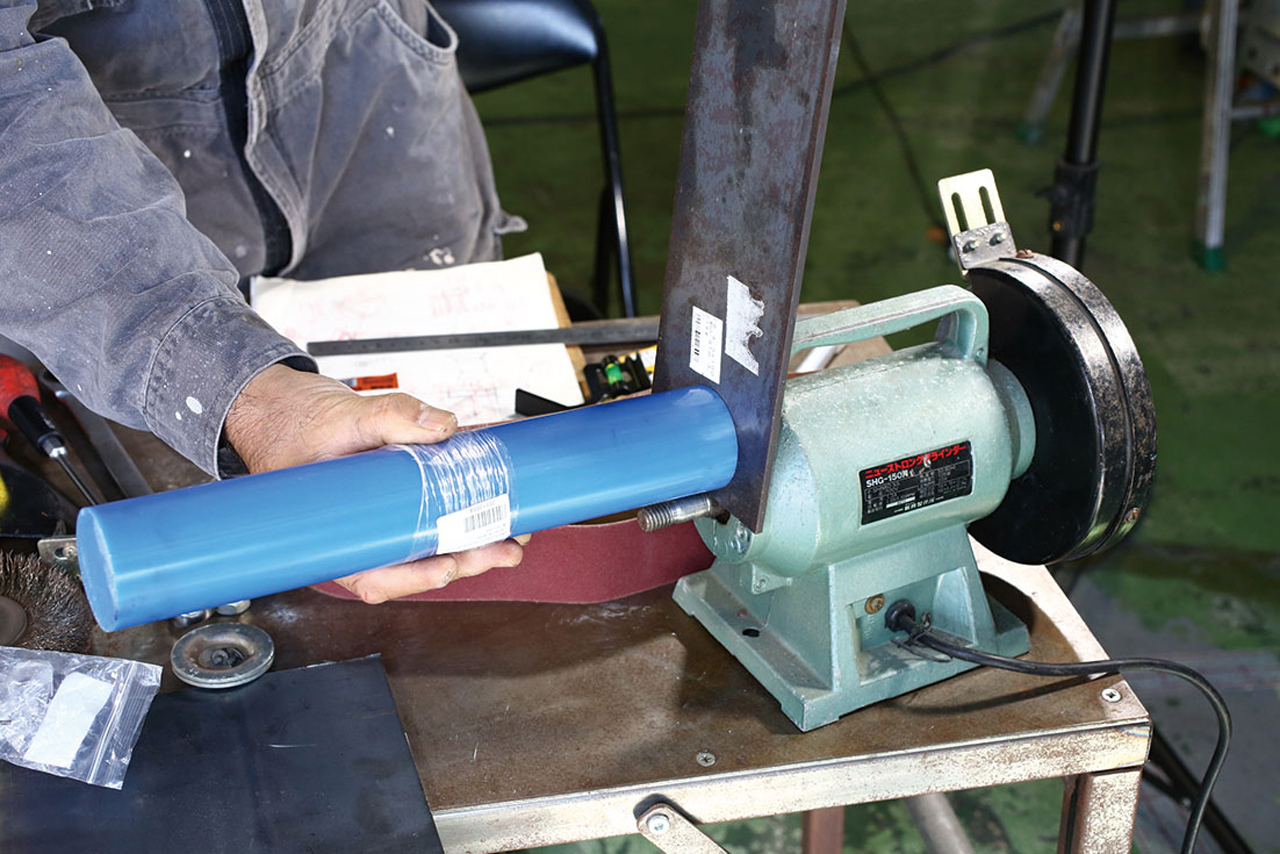 ここに鋼板(メインフレーム)を垂直に立てて固定し、φ50mmのプーリーを組み付ける。
ここに鋼板(メインフレーム)を垂直に立てて固定し、φ50mmのプーリーを組み付ける。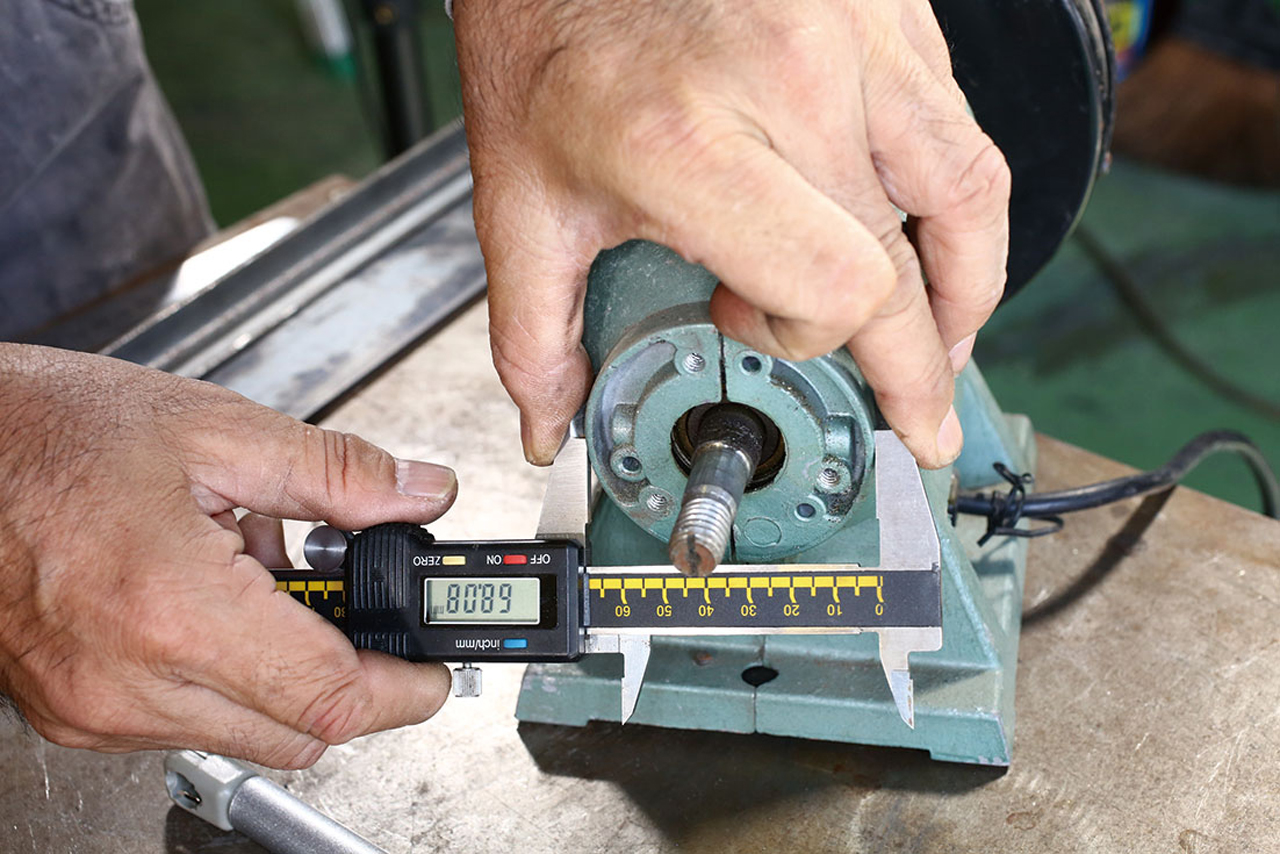 そのメインフレームの幅は、取り付け面の幅いっぱいの70mmとする。
そのメインフレームの幅は、取り付け面の幅いっぱいの70mmとする。鋼板にカット線と各取り付け穴位置を印す
 メインフレームの長さは用意した規格サイズの鋼板の1辺300mmに設定。
メインフレームの長さは用意した規格サイズの鋼板の1辺300mmに設定。 300mm幅の端から70mmの位置にマーキング。その幅で端面と平行な線を記入する。
300mm幅の端から70mmの位置にマーキング。その幅で端面と平行な線を記入する。 70mm幅の中心線上の端から30mm位置にプーリーの取り付け穴位置をマーキングする。
70mm幅の中心線上の端から30mm位置にプーリーの取り付け穴位置をマーキングする。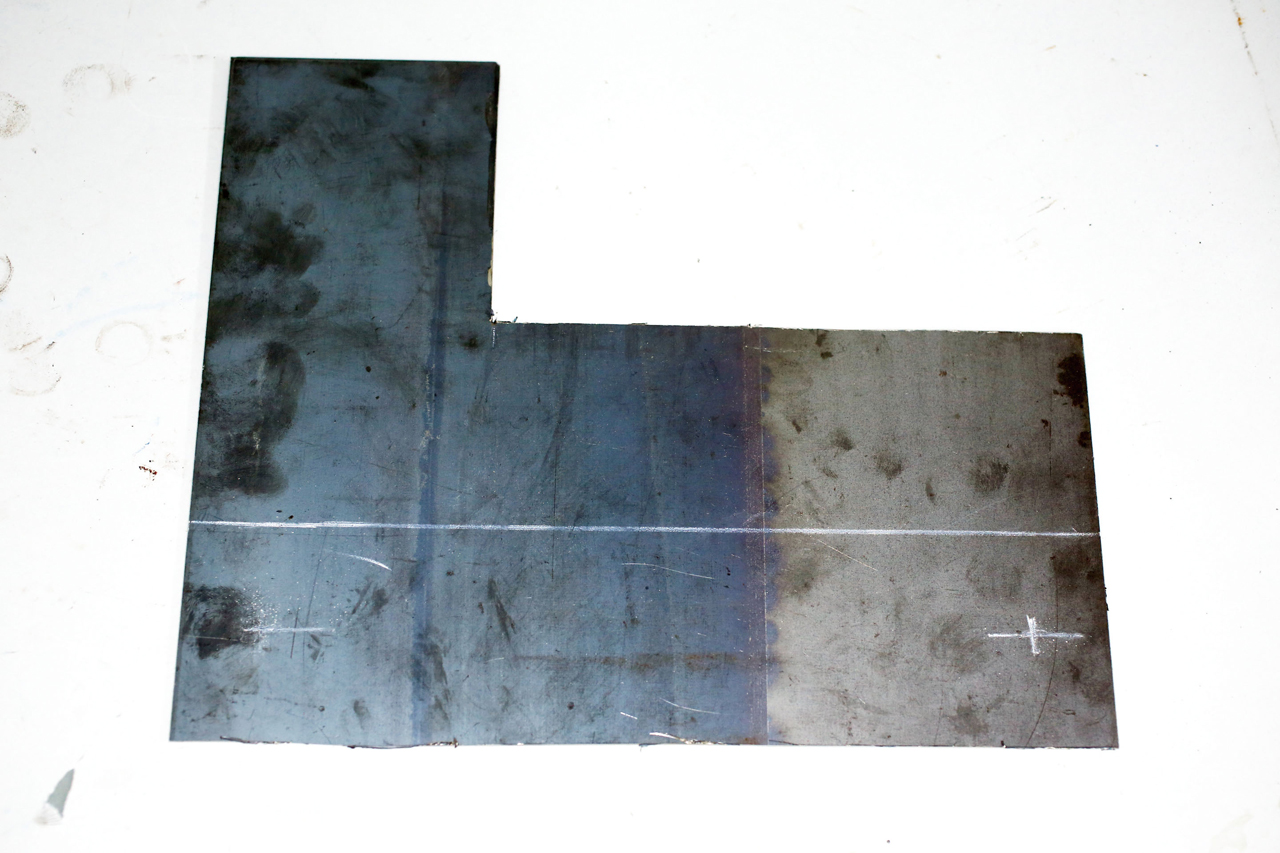 鋼板は白線の引かれた長さ300mm、幅70mmの部分を使用。プーリーの取り付け穴はマーキング部分で、それぞれ端から30mmの位置となる。
鋼板は白線の引かれた長さ300mm、幅70mmの部分を使用。プーリーの取り付け穴はマーキング部分で、それぞれ端から30mmの位置となる。安全カバーをベースに固定穴位置を印す
 ベンチグラインダーにバックプレートを重ねる。
ベンチグラインダーにバックプレートを重ねる。 本体ケースの合わせ面(垂直面)位置を記入する。
本体ケースの合わせ面(垂直面)位置を記入する。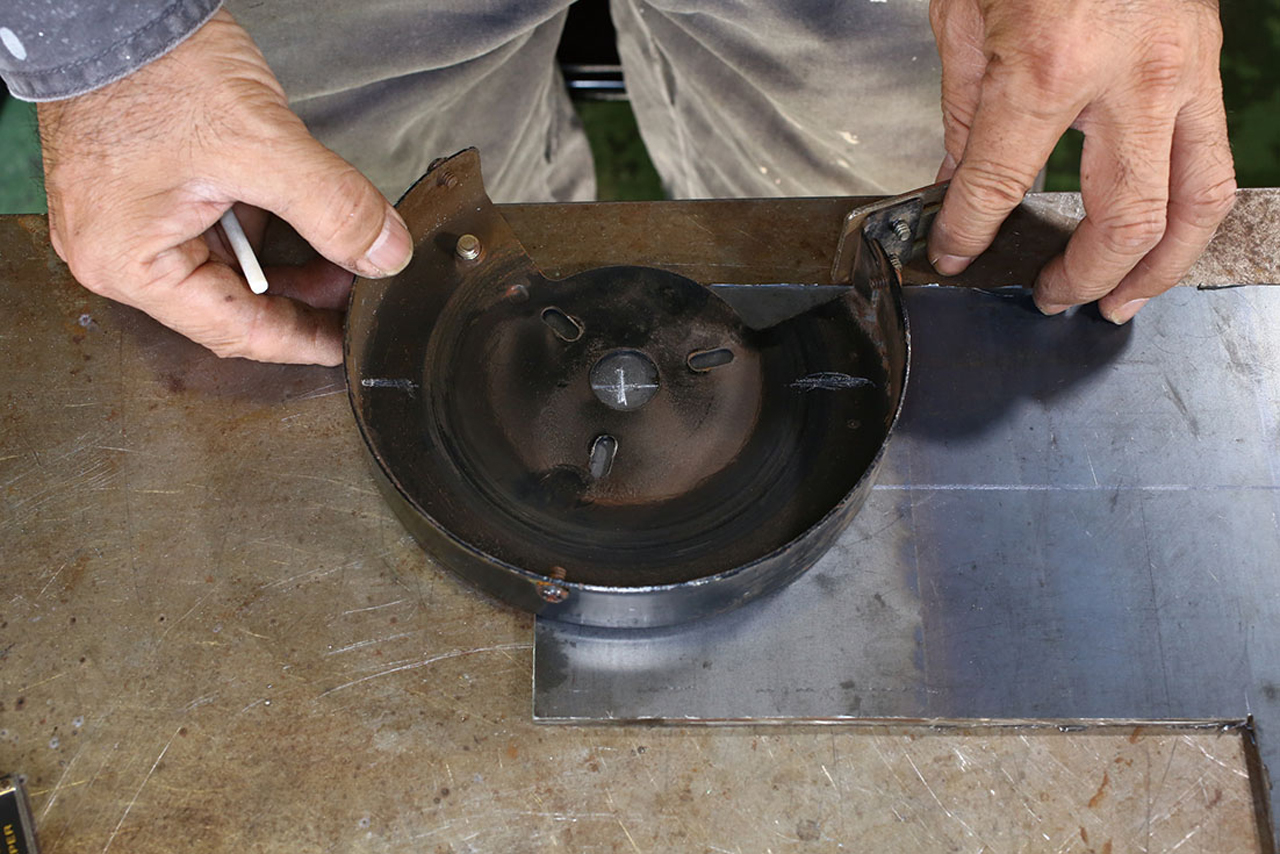 ドライブ軸穴の中心がメインフレームに記したプーリーの取り付け穴位置に合致するようバックプレートを重ね、プレートに記した垂直線をフレーム中心線に合わせる。
ドライブ軸穴の中心がメインフレームに記したプーリーの取り付け穴位置に合致するようバックプレートを重ね、プレートに記した垂直線をフレーム中心線に合わせる。 取り付け穴を転写。
取り付け穴を転写。 ネジ跡位置にポンチでドリル誘導穴を印す。
ネジ跡位置にポンチでドリル誘導穴を印す。ドライブシャフトのサイズを確認!
 ドライブシャフトの直径を確認する。最も太い箇所で約φ15mm。
ドライブシャフトの直径を確認する。最も太い箇所で約φ15mm。 固定ネジは約φ5mmだ。
固定ネジは約φ5mmだ。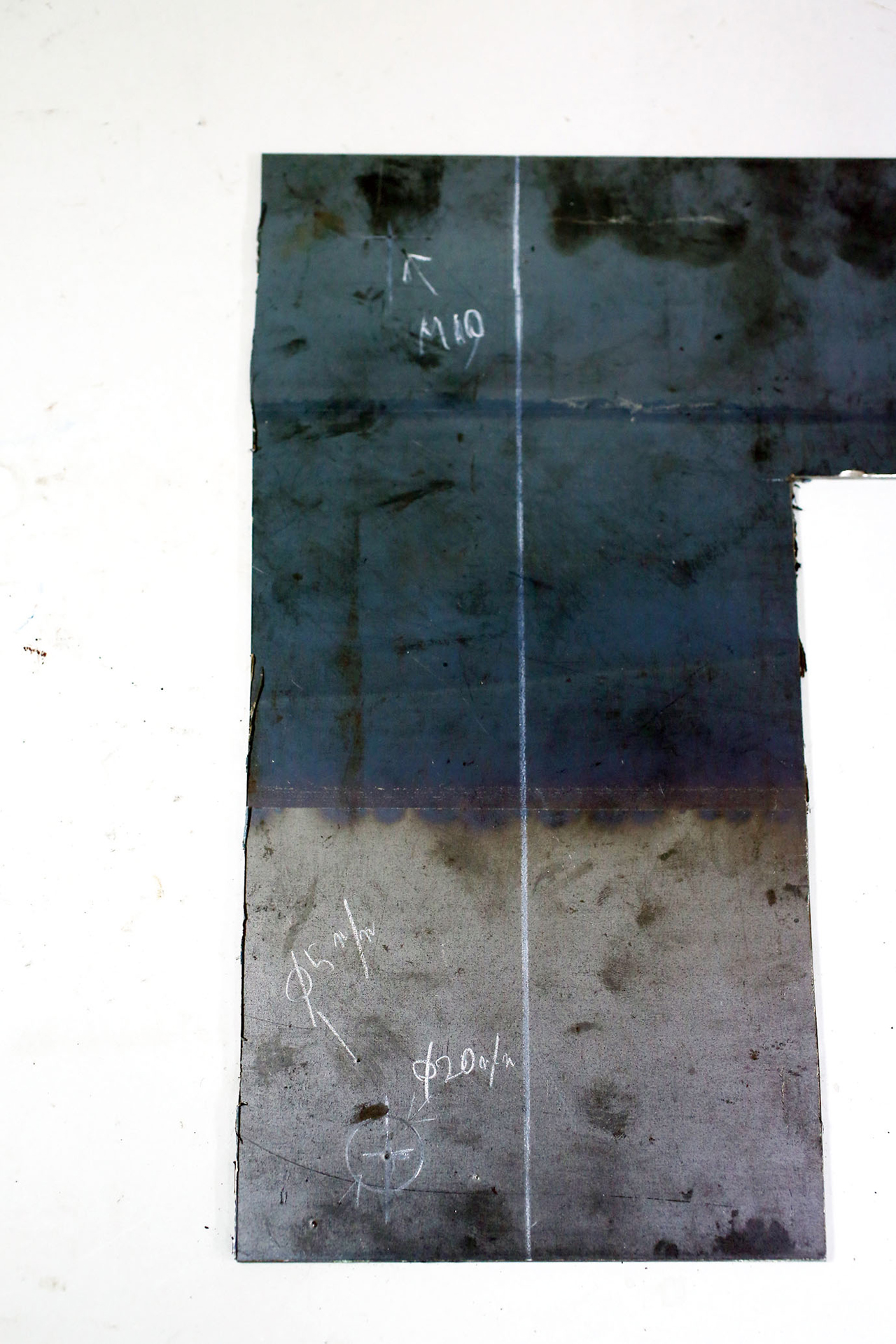 計測結果から駆動側のシャフト穴は余裕を持たせてφ20mm、上部の従動側はM10ボルトで固定するため、M10の雌ネジを切る。ネジ穴位置にはφ5mmの穴を開ける。
計測結果から駆動側のシャフト穴は余裕を持たせてφ20mm、上部の従動側はM10ボルトで固定するため、M10の雌ネジを切る。ネジ穴位置にはφ5mmの穴を開ける。各取り付け穴を開けて収まり具合を確認
 ボール盤のドリルチャックにφ5mmドリルをセット。
ボール盤のドリルチャックにφ5mmドリルをセット。 切削オイルをスプレーしつつ3か所のネジ穴位置にφ5mmの穴を開ける。
切削オイルをスプレーしつつ3か所のネジ穴位置にφ5mmの穴を開ける。 M10雌ネジを切る上部シャフト穴位置には8.5mmの下穴を開ける。
M10雌ネジを切る上部シャフト穴位置には8.5mmの下穴を開ける。 ドライブシャフト穴位置にφ6mmドリルで下穴を開け、φ20mmのホルソーに組み替える。
ドライブシャフト穴位置にφ6mmドリルで下穴を開け、φ20mmのホルソーに組み替える。 切削オイルをスプレーしながらφ20mmの穴を開ける。
切削オイルをスプレーしながらφ20mmの穴を開ける。 各取り付け穴を開けたら取り付け面にあてがって収まりを確認。OKだ。
各取り付け穴を開けたら取り付け面にあてがって収まりを確認。OKだ。カット線に添ってまっすぐカットする
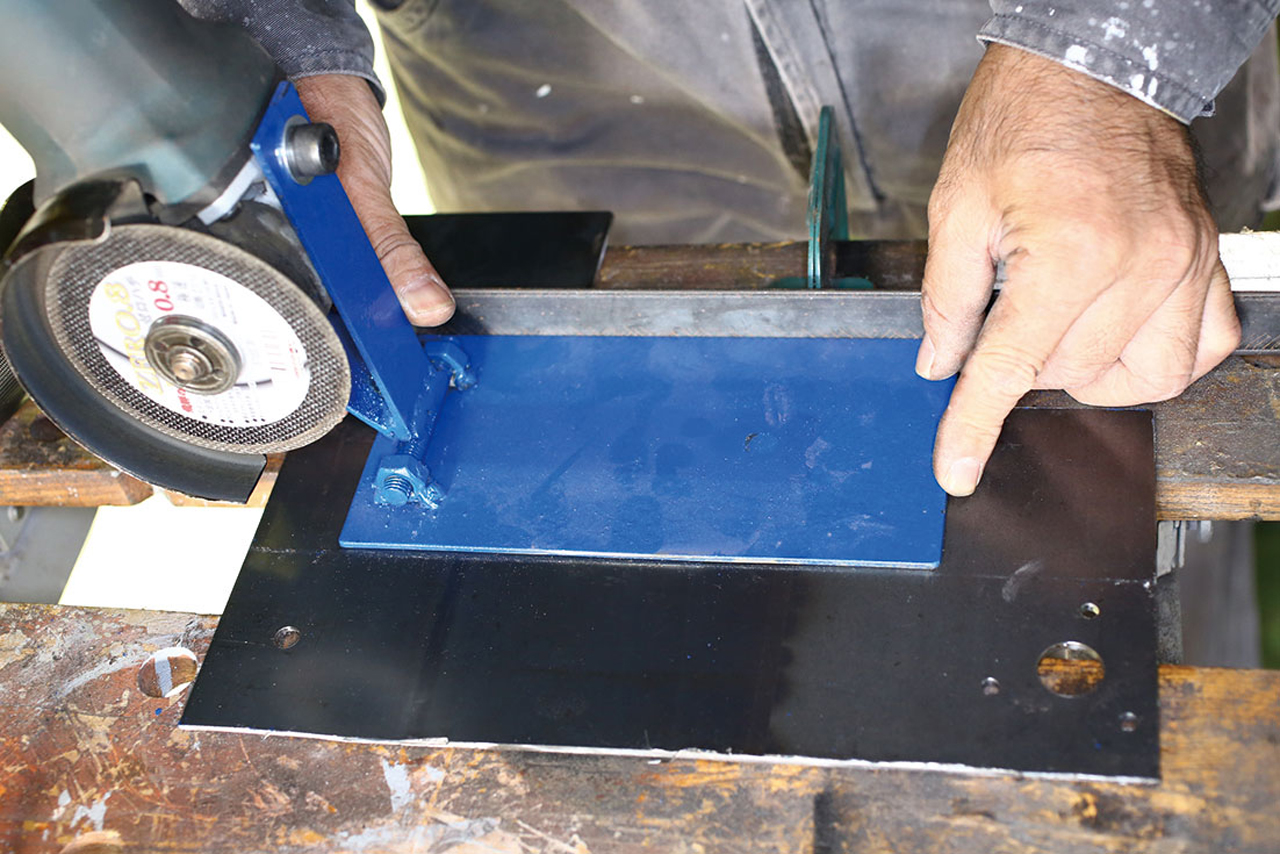 項ITEM2で製作した「直線切りアダプター」を早速、利用する。
項ITEM2で製作した「直線切りアダプター」を早速、利用する。 鋼板に印したメインフレームの切り出し線に合致するようガイドパイプを配置。シャコ万を利用して鋼板ごと作業台に固定する。
鋼板に印したメインフレームの切り出し線に合致するようガイドパイプを配置。シャコ万を利用して鋼板ごと作業台に固定する。 ベースプレートをガイドパイプに密着させつつカット。
ベースプレートをガイドパイプに密着させつつカット。 70mm幅の帯状に切り出す。
70mm幅の帯状に切り出す。上部のプーリー固定穴にM10雌ネジを切る
 平ワッシャーを利用してメインプレートの四隅に角丸加工用のカットラインを記入する。
平ワッシャーを利用してメインプレートの四隅に角丸加工用のカットラインを記入する。 カット刃をセットしたディスクグラインダーで、大まかにカット。
カット刃をセットしたディスクグラインダーで、大まかにカット。 研磨ディスクをに組み替え、カットラインまで削り込みつつ形を整える。
研磨ディスクをに組み替え、カットラインまで削り込みつつ形を整える。 タップハンドルにM10タップをセット。
タップハンドルにM10タップをセット。 φ8.5mmの下穴を開けたプーリー固定穴にタップの先端を食い込ませ、切削オイルをスプレー。
φ8.5mmの下穴を開けたプーリー固定穴にタップの先端を食い込ませ、切削オイルをスプレー。 ハンドルを回してM10の雌ネジを切る。
ハンドルを回してM10の雌ネジを切る。 これでメインフレームは完成だ。
これでメインフレームは完成だ。組み付けて収まりを確認する
 メインフレームをベンチグラインダーの取り付け部にネジ留めして収まり具合を確認する。バックパネル固定用のネジが短く、強度的に不安が残る。
メインフレームをベンチグラインダーの取り付け部にネジ留めして収まり具合を確認する。バックパネル固定用のネジが短く、強度的に不安が残る。 しかし、メインフレーム自体は問題なし。垂直に立った状態で安定している。これでメインフレームは完成。
しかし、メインフレーム自体は問題なし。垂直に立った状態で安定している。これでメインフレームは完成。